Bolting Solutions
Radiant Hitech Eng. Pvt. Ltd. is a leading Integrity solution provider in the field of Oil & Gas, Fertilizer & power generation industry. Having its operations since 1979, in business of “Reliability Improvement Services” through Turnarounds / Shutdown services.
Causes and effects on WHY leaks occur on a Flanged joint is well understood by Radiant.
Radiant offers its years of experience to Refineries, Petrochemical, Power Plants, LNG Plants, etc. to achieve leak free start up.
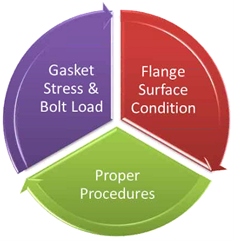
Proper Bolting Procedure, Surface Condition, & Gasket Stress are important factors for “Leak Free” Operations.
Part 1: Proper Gasket Stress & Bolt Loading which is achieved by “Controlled Bolting”. Controlled bolting is a method of ensuring that both the tightening and loosening of bolts in a bolted joint’s are carried out in a controlled and safe manner.
Tools deployed by Radiant for Controlled Bolting includes:

1) Manual Torque Wrenches (60 to 1375Nm)

2) Hydraulic Torque Wrenches (300 to 40000Nm)
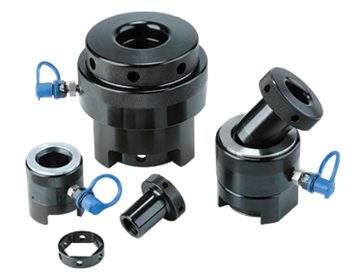
3) Bolt Tensioners (1-1/2” to 3-1/2” 8UN)

4) Flange Spreaders (14.5Mt)

5) Nut Splitters (27mm A/F to 135mm A/F)

6) Lifting Jacks

7) Hydraulic Pumps (700Bar)
Radiant has a wide range of Controlled Bolting tools sourced from reputed manufacturers Like “Enerpac”, “Hytorc”, “PowerMaster” etc to carter Controlled Bolting Services at site.
Part 2: Proper Procedure, Radiant works on the concept of Joint Integrity Management.
Joint Integrity is the practice of designing, inspecting, and maintaining bolted joints to prevent the occurrence of leaks, which can lead to delayed production, unplanned shutdowns, and process safety incidents.
Our comprehensive Joint Integrity approach provides the following benefits:
- Create a flawless star-up
- Achieve planned schedules
- Improved plant and personnel safety
- Provide long term assurance
- Identify problems in joints/materials
- Provide fully traceable records
- Realize cost savings
- Comply with industry best practice
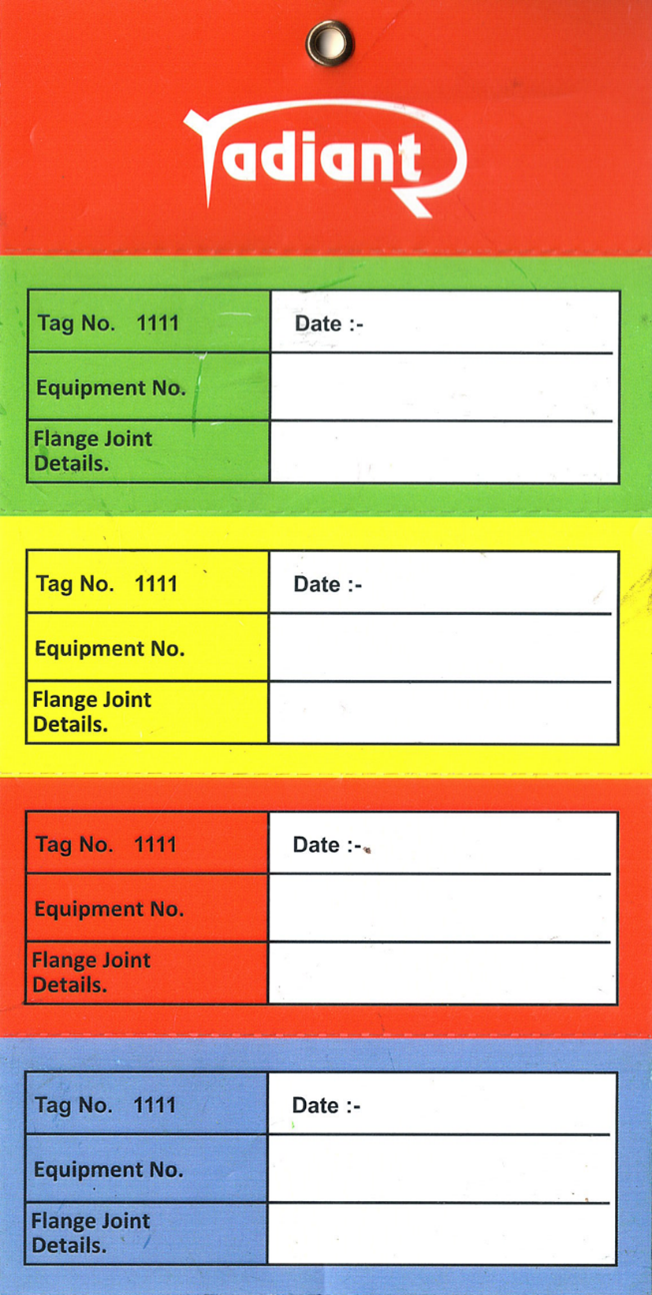
Radiant follows a 4 Part Joint Integrity Tags which are multi coloured.
How it works
Each tag has a unique number which should be recorded against the isometric line drawing, P&ID or database indicating the details of the flange joint and building up a history of the work conducted on the joint.
Whilst work is carried out on the joint, the related stage tag is marked by the fitter and then parted from the others and returned to the central person(s) responsible for the overall integrity of the works being conducted.
The person can collate all of the tags and quickly ascertain which joints still need to have work on them before the plant can be returned to service. The tag information is recorded and builds a maintenance record for that joint and the pipe run.